| 集团官网 海普欧首页
|
|
|
|||||||
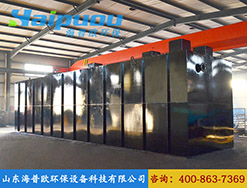
食品工业在生产过程中会产生大量含高浓度有机物、油脂、悬浮物的废水,若直接排放不仅会污染环境,还会违反环保法规,影响企业正常生产。食品厂污水处理设备作为针对性解决方案,能有效去除废水中的污染物,实现达标排放或资源化利用,是食品企业环保合规的核心保障。
一、食品厂废水的特性与处理难点
食品厂废水成分复杂,不同细分领域(如屠宰、饮料、乳制品、果蔬加工等)的废水特性差异显著:
1.高有机物含量:废水中含有大量蛋白质、淀粉、糖分等,COD(化学需氧量)浓度可达1000-10000mg/L,远超排放标准;
2. 悬浮物多:如屠宰废水含血污、内脏残渣,果蔬加工废水含果皮、果肉碎屑,易造成管道堵塞;
3.油脂含量高:肉类加工、油炸食品生产等产生的废水中油脂占比高,若不处理会在水体表面形成油膜,影响溶解氧;
4.pH值波动大:如罐头加工废水偏酸性,豆制品废水偏碱性,需先调节至中性才能进行后续处理。
这些特性导致食品厂废水处理需针对性设计工艺,普通污水处理设备难以满足处理要求。
二、食品厂污水处理设备的核心工艺与技术特点
1.主流处理工艺
食品厂污水处理设备通常采用“预处理+主体处理+深度处理”的组合工艺,具体如下:
①预处理阶段:通过格栅、沉淀池、隔油池等设备,去除废水中的大颗粒悬浮物、油脂和漂浮物,降低后续处理负荷;
②主体处理阶段:
生物处理法(最常用):利用微生物分解有机物,包括活性污泥法、生物膜法(如UASB反应器、接触氧化池)等,可去除80%-95%的COD;
物理化学法:针对高浓度废水,采用混凝沉淀、气浮等工艺,辅助降低污染物浓度;
③ 深度处理阶段:通过过滤(如砂滤、膜过滤)、消毒(紫外线、二氧化氯)等工艺,进一步净化水质,使其达到排放标准或回用要求(如用于厂区绿化、设备清洗)。
2.设备技术优势
①.针对性强:可根据食品厂类型(如屠宰厂侧重除油、淀粉厂侧重脱氮)定制工艺,确保处理效率;
② 自动化程度高:配备PLC控制系统,可实时监测pH值、COD、液位等参数,自动调节加药量、曝气强度,减少人工操作;
③耐冲击负荷:采用模块化设计,能应对生产旺季废水排放量激增的情况,处理效果稳定;
④占地小,易维护:集成化设备结构紧凑,适合食品厂有限的场地空间,且关键部件(如曝气器、滤膜)便于拆卸更换。
三、食品厂污水处理设备的选型与应用价值
1.选型关键依据
①废水水质:根据废水的COD、BOD、悬浮物、油脂含量等指标,确定核心处理工艺(如高油脂废水优先选隔油+气浮工艺);
②处理规模:按日均废水量(如小型食品厂50-200吨/天,大型企业500-2000吨/天)选择设备规格,避免产能不足或浪费;
③ 排放标准:明确当地环保要求(如排入市政管网需符合《污水综合排放标准》三级标准,直接排放需达到一级标准),确保设备处理效果达标;
④ 运行成本:综合考虑能耗、药耗、维护费用,优先选择节能型设备(如变频水泵、低能耗风机),降低长期运营成本。
2.应用价值
① 合规生产:帮助企业满足环保部门对污水排放的硬性要求,避免因超标排放面临罚款、停产等风险;
②降低环保成本:通过高效处理减少废水排放量,同时部分处理后的中水可回用(如冲洗地面、灌溉),节约自来水费用;
③提升企业形象:践行环保责任,符合绿色生产理念,增强消费者信任度和市场竞争力。

结语
食品厂污水处理设备是食品企业实现环保合规、可持续发展的必备设施。选择适配的设备不仅能解决废水处理难题,更能通过资源回收利用创造额外价值。随着环保政策日益严格,专业化、高效化的食品厂污水处理设备将成为食品工业绿色转型的重要支撑。
|
|||||||||||||||||||||
|
|||||||||||||||||||||