ЮлФрДІРэЩшБИЕФММЪѕбнНјгызЈвЕНтЮі
ЁЁЮлФрДІРэЩшБИЕФММЪѕбнНјгызЈвЕНтЮі
вЛЁЂв§бд
дкЮлЫЎДІРэСїГЬжаЃЌЮлФрзїЮЊИБВњЮядЬКЌДѓСПгаЛњжЪЁЂжиН№ЪєМАВЁдЬхЃЌЦфгааЇДІРэЪЧЪЕЯжЛЗОГАВШЋгызЪдДбЛЗЕФЙиМќЛЗНкЁЃЮлФрДІРэЩшБИЭЈЙ§ЮяРэЁЂЛЏбЇЁЂЩњЮяЕШЪжЖЮЃЌЭъГЩЮлФрЕФМѕСПЛЏЁЂЮШЖЈЛЏЁЂЮоКІЛЏгызЪдДЛЏДІРэЁЃДгдчЦкМђвзЭбЫЎзАжУЕНШчНёжЧФмЛЏДІРэЯЕЭГЃЌЩшБИММЪѕЕќДњЭЦЖЏзХЮлФрДІжУЯђОЋЯИЛЏЁЂЕЭЬМЛЏЗНЯђЗЂеЙЁЃБОЮФДгЩшБИЗжРрЁЂКЫаФММЪѕЁЂадФмВЮЪ§МАаавЕЪЪХфЕШЮЌЖШЃЌЯЕЭГНтЮіЮлФрДІРэЩшБИЕФзЈвЕЬиадЁЃ
ЖўЁЂЩшБИЗжРргыММЪѕдРэ
2.1 ЭбЫЎДІРэЩшБИ
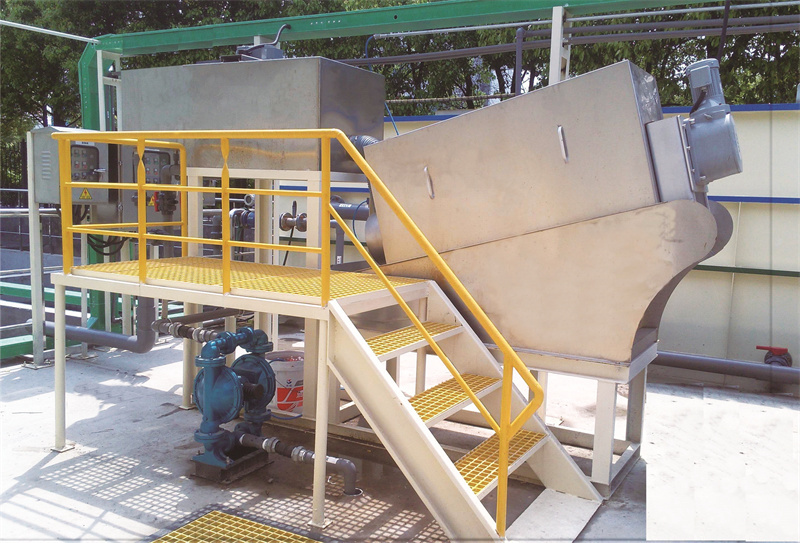
2.1.1 АхПђбЙТЫЛњ
ВЩгУЯсЪНТЫАхгыИєФЄТЫАхНЛЬцХХСаНсЙЙЃЌЭЈЙ§вКбЙЯЕЭГЪЉМг 0.6-2.0MPa бЙСІЃЌЪЙЮлФрдкТЫВММфЭбЫЎЁЃЦфЙЄзїдРэЛљгкбЙСІВюЧ§ЖЏЙЬвКЗжРыЃЌТЫБ§КЌЫЎТЪПЩНЕжС 50%-65%ЁЃИФНјаЭЩшБИдіМгИпбЙИєФЄбЙеЅЙІФмЃЌЭЈЙ§ЯђИєФЄФкГфШыИпбЙСїЬхЖўДЮМЗбЙТЫБ§ЃЌНјвЛВННЕЕЭКЌЫЎТЪЁЃ
2.1.2 РыаФЭбЫЎЛњ
РћгУзЊЙФИпЫйа§зЊЃЈ1500-4000r/minЃЉВњЩњЕФРыаФСІЪЕЯжЙЬвКЗжРыЁЃИљОнзЊЙФНсЙЙЗжЮЊЮдТнГСНЕЪНгыЕњЦЌЪНЃЌЧАепЪЪгУгкЪаеўЮлФрДІРэЃЌКѓепдкЙЄвЕЮлФрЗжМЖЗжРыжагХЪЦЯджјЁЃРыаФСІГЁЧПЖШПЩДяжиСІМгЫйЖШЕФ 1000-3000 БЖЃЌДІРэаЇТЪИпЕЋЖдНјСЯХЈЖШЮШЖЈадвЊЧѓбЯИёЁЃ
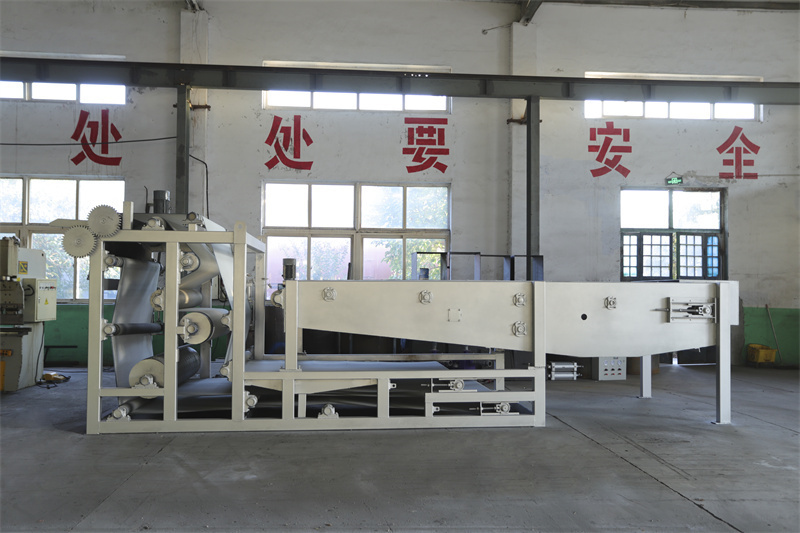
2.1.3 ДјЪНбЙТЫЛњ
гЩжиСІЭбЫЎЧјЁЂаЈаЮбЙеЅЧјКЭЖдЙѕбЙеЅЧјзщГЩЃЌЭЈЙ§ТЫДјеХСІЃЈ0.3-0.8MPaЃЉгыЙѕбЙзщКЯЭбЫЎЁЃЦфСЌајЛЏзївЕЬиадЪЪКЯДѓЙцФЃДІРэЃЌдЫааГЩБОНЯЕЭЃЌЕЋашЖЈЦкЮЌЛЄТЫДјЧхЯДЯЕЭГЗРжЙЖТШћЁЃ
2.2 ЮШЖЈЛЏДІРэЩшБИ
2.2.1 ЮлФрКУбѕЗЂНЭЩшБИ
ВЩгУЧПжЦЭЈЗчЖЏЬЌЖбЗЪЙЄвеЃЌЭЈЙ§ЗХзЛњЃЈзЊЫй 3-8r/minЃЉЛьКЯЮяСЯЃЌЮЌГжбѕКЌСП 5%-15%ЃЌдк 55-70ЁцЬѕМўЯТНјааЩњЮяНЕНтЁЃЭВВжЪНЗЂНЭВжгыЬѕЖтЪНЗЂНЭЯЕЭГЪЧжїСїаЮЪНЃЌЧАепеМЕиаЁЕЋЩшБИИДдгЃЌКѓепСщЛюадИпЕЋЛЗОГПижЦФбЖШДѓЁЃ
2.2.2 бсбѕЯћЛЏЗДгІЦї
ЕфаЭЩшБИШч CSTRЃЈСЌајНСАшИЊЪНЗДгІЦїЃЉгы UASBЃЈЩ§СїЪНбсбѕЮлФрДВЃЉЃЌдк 35ЁцжаЮТЛђ 55ЁцИпЮТЬѕМўЯТЃЌРћгУВњМзЭщОњНЋгаЛњЮязЊЛЏЮЊегЦјЁЃашОЋШЗПижЦ pH жЕЃЈ6.8-7.2ЃЉгыЫЎСІЭЃСєЪБМфЃЈ15-30dЃЉЃЌХфЬзегЦјЪеМЏОЛЛЏЯЕЭГЪЕЯжФмдДЛиЪеЁЃ
2.3 ЮоКІЛЏДІРэЩшБИ
2.3.1 ЮлФрИЩЛЏЩшБИ
МфНгМгШШЪНИЩЛЏЛњЃЈШчдВХЬЪНЁЂНАвЖЪНЃЉЭЈЙ§ЕМШШгЭЛђеєЦћДЋЕнШШСПЃЌдк 120-180ЁцЯТНЋЮлФрКЌЫЎТЪНЕжС 10%-30%ЁЃжБНгШШИЩЛЏЯЕЭГЃЈШчСїЛЏДВИЩЛЏЦїЃЉРћгУИпЮТбЬЦјгыЮлФржБНгНгДЅЃЌШШаЇТЪИпЕЋДцдкЗлГОБЌеЈЗчЯеЃЌашХфжУЗРБЌгыЮВЦјОЛЛЏзАжУЁЃ
2.3.2 ЮлФрЗйЩеТЏ
бЛЗСїЛЏДВЙјТЏгыЛизЊвЄЪЧжїСїТЏаЭЁЃЧАепвРППЩАДВИпЮТдиЬхЃЈ850-950ЁцЃЉЪЕЯжЮлФрИпаЇШМЩеЃЌКѓепЭЈЙ§а§зЊвЄЬхЪЙЮяСЯГфЗжНгДЅИпЮТбЬЦјЁЃЗйЩеЛвдќПЩгУгкНЈВФЩњВњЃЌЕЋашХфЬзбЯИёЕФЮВЦјДІРэЯЕЭГЃЈSNCR ЭбЯѕ + ВМДќГ§ГО + ЪЊЗЈЭбСђЃЉПижЦЖўfгЂЁЂжиН№ЪєХХЗХЁЃ
Ш§ЁЂЙиМќадФмжИБъНтЮі
3.1 ДІРэФмСІ
вдЕЅЮЛЪБМфДІРэИЩЮлФрСПЃЈtDS/hЃЉЮЊКЫаФжИБъЁЃЭбЫЎЩшБИДІРэФмСІЪмЮлФрБШзшЃЈSVI жЕЃЉгАЯьЯджјЃЌЪаеўЮлФрЃЈSVI 80-150mL/gЃЉЬѕМўЯТЃЌДѓаЭАхПђбЙТЫЛњЕЅЬЈДІРэСППЩДя 5-10tDS/hЃЌРыаФЭбЫЎЛњдђЮЊ 2-5tDS/hЁЃ
3.2 ФмКФВЮЪ§
ИЩЛЏЩшБИШШКФеМдЫааГЩБО 60% вдЩЯЃЌаТаЭШШБУИЩЛЏЯЕЭГПЩНЋЕЅЮЛШШКФНЕжС 350-500kWh/tDSЃЌНЯДЋЭГеєЦћИЩЛЏНкФм 40%ЁЃбсбѕЯћЛЏЕЅдЊегЦјВњТЪЪЧКЫаФОМУжИБъЃЌЪаеўЮлФрегЦјВњСПЭЈГЃЮЊ 100-150m³/tDSЁЃ
3.3 ЛЗБЃжИБъ
ЭбЫЎТЫвККЌЙЬТЪашПижЦдк 0.5% вдЯТвдМѕЩйЖўДЮЮлШОЃЛЗйЩеЮВЦјжаЖўfгЂХХЗХЯожЕЮЊ 0.1ngTEQ/m³ЃЛИЩЛЏЙ§ГЬЗлГОХЈЖШгІЕЭгк 10mg/m³ЃЌХфЬза§ЗчЗжРыЦїгыВМДќГ§ГОЦїЪЕЯжИпаЇГ§ГОЁЃ
ЫФЁЂаавЕгІгУЪЪХфад
аавЕРраЭ
ЮлФрЬиад
ЩшБИбЁаЭвЊЕу
ЪаеўЮлЫЎГЇ
гаЛњжЪКЌСПИпЁЂеГадЧП
ДјЪНбЙТЫЛњЃЈДѓЙцФЃДІРэЃЉ+ бсбѕЯћЛЏ
ЕчЖЦаавЕ
жиН№ЪєКЌСПГЌБъ
ИпбЙАхПђбЙТЫ + ЙЬЛЏЮШЖЈЛЏДІРэ
ЪГЦЗМгЙЄ
взИЏЛЏЁЂКЌЫЎТЪИп
РыаФЭбЫЎ + КУбѕЗЂНЭзЪдДЛЏРћгУ
ЪЏгЭЛЏЙЄ
КЌгЭЁЂИпЖОадгаЛњЮя
ШШИЩЛЏ + ЗйЩеДІжУ

ЮхЁЂММЪѕЗЂеЙЧїЪЦ
5.1 жЧФмЛЏЩ§МЖ
ЭбЫЎЩшБИМЏГЩ AI ПижЦЯЕЭГЃЌЭЈЙ§дкЯпМьВтТЫБ§КёЖШгыКЌЫЎТЪЃЌздЖЏЕїНкбЙеЅбЙСІгыНјСЯЫйЖШ
бсбѕЯћЛЏЕЅдЊВПЪ№ДЋИаЦїЭјТчЃЌЪЕЪБМрВтЛгЗЂаджЌЗОЫсЃЈVFAЃЉЁЂМюЖШЕШВЮЪ§ЃЌгХЛЏегЦјВњТЪ
ИЩЛЏЯЕЭГгІгУЪ§зжТЯЩњММЪѕЃЌФЃФтВЛЭЌЙЄПіЯТЕФДЋШШДЋжЪЙ§ГЬЃЌЪЕЯжФмКФдЄВтгыЙЄвегХЛЏ
5.2 ЕЭЬМЛЏИяаТ
ПЊЗЂЕЭЮТИЩЛЏ - ЦјЛЏёюКЯЯЕЭГЃЌРћгУЬЋбєФмгыШШБУММЪѕНЕЕЭШШКФЃЛбаОПЮлФрЫЎШШЬПЛЏММЪѕЃЌдк 180-260ЁцЫЎШШЬѕМўЯТжЦБИЩњЮяЬПЃЌЭЌЪБЪЕЯжжиН№ЪєЮШЖЈЛЏгыФмдДЛиЪеЁЃ
5.3 зЪдДЛЏЭиеЙ
ЮлФрЛљЮќИНМСжЦБИЩшБИЭЈЙ§ЛюЛЏЙЄвеЃЈKOH ЛюЛЏЁЂеєЦћЛюЛЏЃЉНЋЮлФрзЊЛЏЮЊИпадФмЛюадЬПЃЛЩњЮяжЦЧтЗДгІЦїЬНЫїЮлФрбсбѕЗЂНЭВњЧтТЗОЖЃЌЭЛЦЦДЋЭГМзЭщзЊЛЏОжЯоЁЃ
СљЁЂНсгя
ЮлФрДІРэЩшБИЕФММЪѕНјВНе§жиЫмЙЬЗЯДІжУИёОжЃЌДгЕЅДПЮлШОжЮРэЯђзЪдДбЛЗЩюЖШзЊаЭЁЃЮДРДашОлНЙЖрММЪѕаЭЌДДаТЃЈШчЭбЫЎ - ИЩЛЏ - ЗйЩевЛЬхЛЏзАБИЃЉЁЂМЋЖЫЙЄПіЪЪгІадПЊЗЂЃЈИпбЮЁЂИпЖОЮлФрДІРэЃЉМАШЋЩњУќжмЦкЬМХХЗХПижЦЁЃаавЕЗЂеЙашЧПЛЏЩшБИадФмБъзМЛЏНЈЩшЃЌЭЦЖЏКЫаФВПМўЙњВњЛЏЬцДњЃЌвдгІЖдШевцбЯПСЕФЛЗБЃвЊЧѓгызЪдДЛЏашЧѓЁЃ
ЩЯЪіЮФеТЯЕЭГЪсРэСЫЮлФрДІРэЩшБИЕФзЈвЕЬхЯЕЁЃШєашВЙГфЬиЖЈЩшБИЕФММЪѕЯИНкЁЂЕїећВЮЪ§ЗжЮіЩюЖШЛђЬНЬжаавЕШШЕуЮЪЬтЃЌПЩЫцЪБИцжЊНјвЛВНгХЛЏЁЃ
ЮлЫЎДІРэЩшБИ