| 集团官网 海普欧首页
|
|
|
|||||||
水是生命之源,是人类赖以生存和发展的物质基础,是不可替代的宝贵资源。我国却是一个水资源十分短缺的国家,人均水资源占有量仅为世界平均水平的四分之一,严重制约着我国社会主义经济的发展。经济的腾飞是以环境的代价为前提的。随着近代我国社会主义经济的腾飞,社会主义工业呈现飞速发展,水资源污染尤其是工业废水污染也严重恶化。工业废水的污染以其污染大、污染物浓度高、废水排放量大、废水中含有多种有毒有害物质、废水成分复杂以及水量变化大等特点而成为目前我们所面临的主要问题。
果汁废水主要来自冲洗水果、粉碎、榨汁等工序,罐装工段的洗瓶、灭菌、破瓶损耗和地面冲洗等环节。废水中含有较高浓度的糖类、果胶、果渣及水溶物和纤维素、果酸、单宁、矿物盐等果汁废水的水质和水量在不同季节有一定差别,处于高峰流量时的果汁废水,有机物含量也处于高峰。鉴于果汁废水自身的特性,果汁废水不能直接排入水体,因此果汁废水的处理是工业废水处理中重要的一个方面。
不同处理方法的技术、经济特点比较
|
处理方法 |
主要技术、经济特点 |
|
|
好 氧 工 艺 |
生物接触氧化法 |
采用两级接触氧化工艺,可防止高糖含量废水引起污泥膨胀现象;但需要填料过大,不便于运输和装填,且污泥排放量大 |
|
氧化沟 |
工艺简单,运行管理方便,出水水质好,但污泥浓度高,污水停留时间长,基建投资大,曝气效率低,对环境温度要求高 |
|
|
SBR法 |
占地面积小,机械设备少,运行费用低,操作简单,自动化程度高;但还需曝气能耗,污泥产量大。 |
|
|
厌氧 好氧 工艺 |
水解―好氧技术 |
节能效果显著,且BOD/COD值增大,废水的可生化性能增加,可缩短总水力停留时间,提高处理效率,剩余污泥量少 |
|
UASB―好氧技术 |
技术上先进可行,投资小,运行成本低,效果好,可回收能源,产出颗粒污泥产品,由一定收益;操作要求严 |
|
从表中可以看出厌氧―好氧联合处理在啤酒废水处理方面有较大优点,故果汁废水厌氧―好氧处理技术是最好的选择。
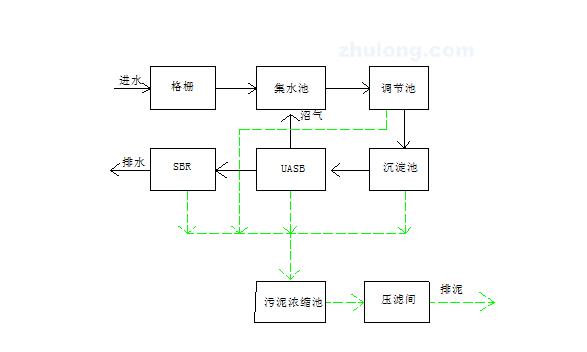
果汁废水先经过中格栅去除大杂质后进入集水池,用污水泵将废水提升至调节池,在调节池进行水质水量的调节。进入调节池前,根据在线PH计的PH值用计量泵将碱性水送入调节池,调节池的PH值在6.5~7.5之间。调节池中出来的水用泵连续送入混凝沉淀池,在混凝沉淀池中进行混凝,然后用水泵将水送入UASB反应器进行厌氧消化,降低有机物浓度。厌氧处理过程中产生的沼气被收集到沼气柜。UASB反应器内的污水流入SBR池中进行好氧处理,而后达标出水。来自,调节池,混凝沉淀池,UASB反应器、SBR反应池的剩余污泥先收集到集泥井,在由污泥提升泵提升到污泥浓缩池内被浓缩,浓缩后进入污泥脱水机房,进一步降低污泥的含水率,实现污泥的减量化。污泥脱水后形成泥饼,装车外运处置。
污水处理设备
|
|||||||||||||||||||||
|
|||||||||||||||||||||