污水如何处理?技术原理、实操指南与2026行业新趋势
一、污水处理核心原理:污染物的 “分离与转化” 逻辑
污水处理的本质是通过物理、化学、生物三大手段,实现污染物的 “迁移 - 转化 - 去除”,核心遵循两大原理:
1.相分离原理:利用污染物与水的物理性质差异(如密度、粒径、溶解性),通过过滤、沉淀、气浮等工艺分离悬浮物、胶体及部分溶解态物质,典型应用如一级处理中的沉淀池、深度处理中的膜过滤。
2.转化降解原理:通过微生物代谢(生物法)或化学反应(化学法),将有毒有害污染物转化为无害物质(如 CO₂、H₂O)或易分离物质(如污泥),二级处理中的活性污泥法、芬顿氧化法均基于此原理。

二、分场景污水处理实操指南:从源头控制到达标排放
1. 生活污水处理:低成本高效达标方案
•源头预处理:居民端安装厨余垃圾处理器,减少餐厨废弃物进入污水系统;小区设置化粪池,初步分解有机物,降低后续处理负荷。
•中端核心处理:
◦城镇集中处理:采用 “格栅 + 沉砂池 + A²/O 工艺 + 二沉池”,COD 去除率达 85% 以上,氮磷去除率超 70%,符合 GB 18918-2002 一级 A 标准。
◦分散式处理(农村 / 老旧小区):选用一体化 MBR 设备,占地仅为传统工艺的 1/3,无需专人值守,处理成本约 1.2-1.8 元 / 吨水,出水可用于冲厕、绿化。
•末端回用:经超滤 + 消毒处理后,可接入小区中水系统,回用率达 30%-50%,降低自来水消耗。
2. 工业污水处理:分类施策 + 达标管控
•高盐废水(化工 / 制药行业):采用 “蒸发结晶 + 膜蒸馏” 组合工艺,盐去除率达 99.8%,冷凝水可循环利用,结晶盐可回收资源化。
•高 COD 废水(印染 / 造纸行业):先通过 “厌氧发酵(UASB)” 将 COD 从 10000mg/L 降至 2000mg/L 以下,再经好氧处理(MBBR)达标,厌氧阶段产生的沼气可回收发电,降低能耗 30%。
•重金属废水(电镀 / 冶金行业):采用 “化学沉淀(调 pH + 硫化物)+ 螯合树脂吸附” 工艺,铅、镉、铬等重金属去除率≥99.5%,符合 GB 21900-2008 排放标准,污泥需委托有资质单位安全处置。
3. 特殊污水(医疗 / 养殖):强化消毒 + 病原控制
•医疗污水:需增设 “二氧化氯消毒池”,确保粪大肠菌群数≤100CFU/mL,致病菌(如结核杆菌)100% 去除,处理后严禁直接排放至饮用水源保护区。
•养殖污水:采用 “固液分离 + 厌氧消化 + 人工湿地” 工艺,先分离粪便(制成有机肥),再处理污水,氨氮去除率达 80% 以上,避免污染土壤与地下水。
三、污水处理关键配套:污泥处置与药剂选型
1. 污泥处置:避免二次污染的核心环节
•减量化处理:通过板框压滤机将污泥含水率从 99% 降至 60%-80%,体积缩小 5-10 倍,便于运输。
•无害化处置:
◦城镇污泥:采用 “厌氧消化 + 焚烧”,消化气(甲烷)回收利用,焚烧灰可制砖或填埋。
◦工业污泥(含重金属):需经固化稳定化处理(添加水泥、石灰),确保浸出液中重金属浓度达标后再安全填埋。
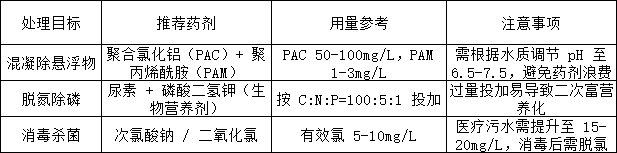
2. 药剂选型:高效低成本的核心技巧
四、2026 污水处理行业新趋势:智能、节能、资源化
1.智能运维技术:通过物联网传感器实时监测 COD、氨氮、pH 等指标,AI 算法自动调节曝气强度、药剂投加量,可降低运维成本 20%-30%,典型应用如北京某污水厂智能控制系统,吨水能耗降至 0.22kW・h。
2.资源化利用升级:
◦污水能源回收:通过厌氧消化产生沼气,提纯后可作为管道天然气(纯度≥97%),某工业园区污水厂年回收沼气 120 万 m³,替代天然气成本约 800 万元。
◦污泥资源化:烘干后与煤掺烧发电,或制成陶粒(抗压强度≥3.5MPa),用于建筑材料。
3.政策驱动下的提标改造:各地推进 “污水资源化利用示范城市” 建设,要求新建污水厂回用率不低于 40%,现有污水厂 2027 年前完成提标改造,膜分离、高级氧化等深度处理技术需求将持续增长。
五、实操常见问题与解决方案
问题 1:生物处理系统出水 COD 超标?
原因:进水负荷波动、溶解氧不足;解决方案:增设调节池,采用智能曝气系统(DO 控制在 2-4mg/L),投加生物菌剂强化降解。
问题 2:深度处理后出水回用有异味?
原因:消毒不彻底或水中含微量有机物;解决方案:采用 “臭氧 + 活性炭” 组合工艺,臭氧投加量 5-8mg/L,活性炭吸附时间≥30min。
问题 3:污泥压滤后含水率居高不下?
原因:污泥絮凝效果差;解决方案:优化 PAC/PAM 投加比例,或添加污泥调理剂(如石灰、粉煤灰),提升压滤效率。
污水处理设备